PEMTec
经过20年的研发,我们可以自豪地宣称PEMTec是精密电解加工技术的领导者之一。我们创建了“ Pemmen”®一词,来清晰地描述和明确地界定电解加工技术。我们不断推进研发和创新,以便能够继续为客户提供优质的服务和最佳的结果。

加工流程
在电解加工过程中,金属工件被以非接触的方式进行精准加工。工具电极(阴极)接入电源负极并以特定频率进行振荡,工件(阳极)接入电源正极,两者之间微小的间隙称为加工间隙,将导电电解液(盐水)导入其中。在 与振荡频率同步的电流脉冲作用下,阳极金属被电离溶解于电解液中,工具电极的几何形状被镜像复制到阳极工件上。精确控制的电流脉冲,振荡的工具电极,工件与工具电极之间微小的加工间隙共同构成了PECM工艺的基础。因此,PECM工艺是电化学溶蚀技术的进一步发展。
PEMTec通过使用精确控制的同步电流脉冲和振荡的工具电极在极微小的加工间隙上实现了高精度且经济效益高的生产制造过程。由于加工过程中完全不产生接触,工件和工具电极不受热力或机械载荷的影响,工具电极不产生磨损,工件的复制精度和重复精度达到低微米级,表面精度达到0.03μm。
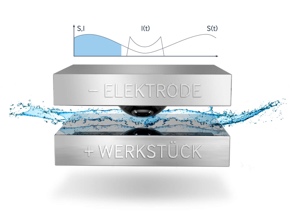
步骤1
打开工作间隙,注入新的电解液。
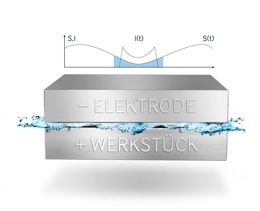
步骤2
缩小工作间隙。工具电极(阴极)和工件(阳极)彼此接近几微米。触发受控电流脉冲。此时,通过对表面进行阳极氧化去除材料。
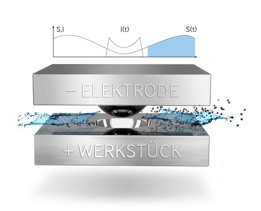
步骤3
打开工作间隙。带有去除材料的电解液被冲出工作间隙。